Publications > Publibook > Le Bon sens de la logistique > La supply chain, élément stratégique
|
> Chapitre 5. La supply chain, élément de décision stratégique (ou illustration des neuf principes de base)
 "Le
Bon sens de la logistique"
"Le
Bon sens de la logistique"
Extraits de l'ouvrage d'Etienne
Gancel
Editions Publibook
- Introduction
- Chapitre 4. Synthèse en neuf principes de base
- Chapitre 5. La supply chain, élément de décision stratégique (ou illustration des neuf principes de base)
Chapitre 5. La supply chain, élément de décision stratégique (ou illustration des neuf principes de base)
Les
chapitres précédents avaient pour but d'optimiser
les indicateurs de performance de la supply
chain, dans un environnement donné d'approvisionnement
et de ventes.
C'est-à-dire trouver le meilleur compromis entre
l'assurance d'un taux de service performant
aux clients, des stocks faibles tout au long
de la chaîne, et des approvisionnements les
plus constants possible.
Nous allons maintenant utiliser les résultats
de cette étude pour optimiser l'environnement
et agir ainsi, plus en amont encore, sur les
conditions dans lesquelles sera bâtie la supply
chain pour lui garantir le contexte le
plus favorable à la performance. Évidemment,
il peut paraître ambitieux de vouloir agir sur
l'environnement. Quel logisticien a le pouvoir
d'empêcher des grèves chez ses fournisseurs,
de faire en sorte que les produits soient vendus
selon un flux régulier, ou de diviser par trois
les délais de livraison ?
Mais ça n'est pas à son niveau que doit être
posé le problème. On conçoit, par exemple, que
le dessinateur qui définit une vis de fixation,
peut agir puissamment sur l'environnement logistique.
S'il choisit une vis de dimensions standards,
en acier, il permettra d'avoir un fournisseur
dans le voisinage immédiat de chaque usine de
consommation de cette vis, des délais courts
et fiables et peut-être un stock de sécurité
chez le fournisseur pour des livraisons urgentes.
Si, au contraire, il n'a pas pris en compte
cette donnée, et a défini une vis plus adaptée
à des réductions de coût ou d'une performance
supérieure à taille égale, il créera un environnement
logistique défavorable.
Autre exemple : Si le processus et le produit
sont définis à l'origine de manière à ce que
la différentiation entre les différentes variantes
commerciales puisse être faite le plus tard
possible en production, on aura créé un environnement
logistique favorable, en réduisant le niveau
des encours, les temps de changement de références
et donc l'utilisation de l'outil de production
pour une capacité de réponse à la demande supérieure.
Cela permettra également une excellente réactivité
puisqu'il n'y aura plus que quelques opérations
de finition à réaliser sur une base commune,
pour satisfaire un client particulier. Ces exemples
simples résultent de la prise en compte des
principes énoncés au chapitre précédent. Reprenons
les neuf principes énoncés au chapitre précédent,
un à un, et voyons quel enseignement stratégique
nous pouvons en tirer :
Utiliser les données passées, qui ont l'avantage d'une certitude indiscutable, pour prendre les décisions concernant le futur
Les données passées doivent rester affectées
à chaque référence produit, peut-être à chaque
client, et non regroupées par mois, ou par année.
Ces fichiers de données brutes sont une mine
d'informations dont on ne sait avec certitude
de quelle manière on les utilisera, et qui doivent
donc rester archivés sous la forme la plus brute
possible, quitte à ce que des données synthétiques
existent en parallèle pour une utilisation particulière
à un moment donné.
Elles doivent de plus être mises sous un format
qui permette de les retravailler facilement
en temps que données chiffrées et non sous forme
texte ou .pdf, par exemple.
Un jour, on décidera de passer d'un mode de
calcul mensuel à une fréquence hebdomadaire
ou journalière. Ce jour-là, on sera content
de pouvoir retrouver des données historiques
enregistrées selon la même fréquence.
Un jour un des marchés disparaîtra, ou un autre
apparaîtra. On sera content de pouvoir isoler
la famille de données correspondante.
Associées aux données chiffrées devront être
gardées en mémoire, celles concernant l'environnement
dans lequel elles ont été enregistrées. Des
valeurs de ventes apparemment faibles ont une
signification moindre si la conjoncture du moment
était une capacité de fourniture limitée et
un stock disponible proche de zéro. Un changement
de fournisseur peut se traduire par une modification
des délais d'approvisionnement, ou une contrainte
de quantité minimale de commande, qui peuvent
expliquer de grosses différences dans les séries
de chiffres enregistrées.
Voir au-delà des chiffres que l'on traite statistiquement, ce qu'ils représentent
Lorsqu'on embauche un logisticien, mieux vaut porter son choix sur quelqu'un d'un métier proche, ou bien investir dans une formation terrain, dans les usines, les magasins, les fournisseurs, de manière à lui assurer cette connaissance précieuse des produits et services qu'il ou elle devra gérer. La gestion de la supply chain de produits laitiers suit des principes qui sont caducs si l'on passe à la gestion de la filière bois de charpente, et vice versa.
Un bon candidat sera souvent trouvé en interne, auprès d'une population de producteurs ou de vendeurs, auquel on proposera une formation spécifique à la logistique, puisque maintenant, elles sont légion. D'ailleurs, jusqu'à une époque récente, il n'existait pas de formations universitaires en logistique, et donc pas de logisticiens fraîchement diplômés dans cette discipline. Elles se sont développées avec l'augmentation du poids de ce métier dans un contexte de mondialisation, mais cela ne veut pas dire que la logistique était une fonction mal remplie auparavant dans les entreprises, en l'absence de logisticiens diplômés des universités. Taiichi Ohno en est un exemple célèbre, mais il y a eu de nombreux logisticiens, également pleins de bon sens, issus des autres métiers de base de l'entreprise, capable de mettre sur pied des systèmes parfaitement adaptés au contexte spécifique de leur activité, avec des moyens forcément limités par l'absence d'informatique.
Il existe un lien étroit entre le niveau des stocks et la qualité de service
Voilà bien un sujet de conflit fréquent entre
les métiers représentés dans une entreprise
:
Les financiers voient le fond de roulement immobilisé
dans les stocks et les en-cours. Ce cash est
bloqué là, au lieu de pouvoir servir à autre
chose. Tant qu'à ne pas s'en servir, mieux vaudrait
peut-être l'avoir bien placé à la banque, et
récupérer chaque année des intérêts, plutôt
que de voir dormir ces marchandises de valeur,
et devoir régulièrement les déprécier car pour
différentes raisons qui leur échappent, font
qu'elles ne sont plus commercialisables. Ils
voudraient moins de stock. Ils ont raison.
Les qualiticiens voient là des produits stockés
dans des conditions qui ne sont pas toujours
compatibles avec leur durée de vie, leur robustesse,
leur résistance aux intempéries, sujets à des
risques de mélanges, ou non correctement gérés
en FIFO (First In, First Out). Ils voudraient
moins de produits en stock, et surtout moins
en en-cours éparpillés tout au long de la chaîne
de production, donc moins de risques. Ils ont
raison. Les commerciaux voudraient des stocks
bien garnis, bien assortis, à proximité immédiate
des points de livraison pour assurer un délai
minimal et un taux de satisfaction élevé aux
clients. Ils veulent des stocks de produits
complètement finis, emballés, customisés, et
non des produits en cours d'élaboration, ou
encore moins des matières premières dont personne
ne peut garantir le délai de mise à disposition
sous la forme la plus aboutie. Ils ont raison.
Les gens de production veulent des stocks de
matières premières et de composants, leur permettant
de lancer les fabrications lorsqu'ils le souhaitent,
des en-cours de production leur permettant d'équilibrer
des postes de travail ou des machines qui suivent
des rythmes différents, sujets à des aléas d'origine
et de durée différents. Ils veulent aussi des
stocks de produits finis entre eux et les clients
dont les caprices génèrent de fortes fluctuations
de la demande. Ils ont raison.
Le logisticien veut contenter tout ce petit
monde aux intérêts divergents. Il n'a pas le
choix, mais comment faire ?
D'abord, il faut mettre tout le monde ensemble,
autour d'une table ou dans le même séminaire
de formation. Chacun doit recevoir le même message
si l'on veut que les uns comprennent les contraintes
des autres, et que tous travaillent ensemble
à créer un environnement favorable au groupe.
Ces contraintes ne sont pas aussi incompatibles
qu'il n'y paraît. Prenons un exemple simple
: Une production et distribution de produits
laitiers, livrables en emballages individuels,
selon une gamme de plusieurs arômes différents.
Supposons une date de péremption de trois semaines
au-delà de la date de sortie des chaînes de
production, une fluctuation de la demande journalière
de +/- 50 % autour d'une moyenne correspondant
à 75 % de la capacité maximale de l'usine. Ce
pourrait être des yaourts, mais je n'y connais
rien en yaourt, alors disons que c'est un cas
d'école, peut être simplificateur, mais qui
ne peut m'attirer les foudres des fabricants
de produits laitiers.
Définition initiale du produit et du processus
: Le pot est neutre (identique pour tous les parfums).
Le couvercle en composite plastique-métal scellé
porte les illustrations en couleurs destinées
à les différencier, attirer le client, et des
inscriptions diverses, dont la date limite de
consommation. Les produits pourraient être emballés
par quatre ou six. Peu importe, un tel emballage
serait alors considéré comme une unité car on
suppose qu'ils seraient tous les quatre ou six
parfumés de même. Le parfum le moins vendu l'est
à raison de cinq-cents par jour. Le plus vendu
part, en moyenne, à raison de 50 000 par jour.
Au total, c'est 200 000 produits par jour qui
sont vendus (en moyenne)
Les emballages sont achetés et livrés à l'usine
chaque semaine. La base laitière, commune à
tous les parfums, est fabriquée par l'usine,
à partir de lait et d'autres additifs, livrés
selon la même cadence. Les différents parfums
sont obtenus en y mélangeant des arômes artificiels
achetés sous forme déshydratée. Le mélange est
fait par lots correspondant à l'équivalent de
deux jours de vente, sur plusieurs lignes de
productions polyvalentes, mais il faut trois
heures de nettoyage et réglages entre deux références
différentes. Une machine de scellement des couvercles
pré-imprimés est située en bout de chaque ligne,
puis les produits sont stockés en moyenne trois
jours, en attendant leur expédition chez dix
clients différents. Ces clients sont les intermédiaires
terminaux, chez lesquels, les consommateurs
peuvent s'approvisionner.
Dans la situation initiale, cohérente avec ces
données, et constituant un compromis entre les
différents métiers, chaque distributeur a un
stock d'environ deux jours de ventes de chaque
référence, chaque matin après réception d'une
camionnette en provenance de l'usine. Les jours
de fortes ventes (+50 % par rapport à la moyenne),
il lui en reste l'équivalent d'une demi-journée,
le soir à la fermeture. Il est rassuré.
À l'usine, il y a chaque matin, trois jours
de stock en moyenne, y compris ce qui vient
d'être chargé dans les camionnettes. Donc, en
moyenne, les produits ont déjà cinq jours d'âge
à l'instant où ils sont mis en rayon, et doivent
être vendus dans les deux semaines qui suivent.
Les lignes nécessitant trois heures de nettoyage
entre chaque référence produite, nous perdons
en moyenne une heure et demie de production
effective par jour pour ce faire, puisque chaque
référence est produite pour deux jours, tous
les deux jours. Comme, en moyenne, les lignes
tournent effectivement dix-huit heures par vingt-quatre
heures (75 % de la capacité maxi), cela veut
dire que 25 % de cette réserve capacitaire est
déjà prise par les changements de références.
Il ne reste plus qu'une possibilité de fluctuation
de quatre heures et demie par jour, soit 25
% au-dessus de la moyenne. Mais ceci n'est qu'une
moyenne. En effet, la référence vendue à raison
de 50 000/jour est sans doute fabriquée en continu
sur une ou plusieurs lignes, tandis que les
références « exotiques » sont fabriquées tous
les deux jours, mais pendant moins d'une heure.
Toutes les lignes ne tournent pas avec le même
rendement et, en moyenne une ligne ou deux,
sont complètement arrêtées. C'est elles qui
représentent ces 25 % de réserve. On négligera
l'en-cours sur les lignes que l'on suppose travailler
en continu, lorsqu'elles tournent.
En amont, il y a, en moyenne deux semaines de
stock de chacun des ingrédients et emballages,
fluctuant en fait, entre une semaine et demie
(juste avant livraison), et deux semaines et
demie (juste après).
Bilan : entre les fournisseurs de matières et
le consommateur final, il y a cinq jours de
produits finis et quatorze jours de constituants.
Si ceux-ci coûtent 50 % de la valeur finale,
cela fait, en tout l 'équivalent de douze jours
de fond de roulement immobilisé.
Le financier n'est pas mécontent de ce compromis,
mais régulièrement il doit émettre des notes
de crédit au distributeur qui n'a pu vendre
des produits avant leur date de péremption.
Ce dernier donne des exemples précis de références
« exotiques » qui lui sont arrivées déjà périmées,
ou sur le point de l'être. Certains de ses magasins
ne sont pas livrés selon l'assortiment complet
des parfums. On leur À proposé des parfums standards
en remplacement, mais ils n'en avaient pas la
vente et ont dû les brader avant leur date de
péremption. Bref, la clientèle est insatisfaite,
et le qualiticien également, par voie de conséquence,
puisque c'est lui qui reçoit toutes ces réclamations.
Le producteur perd beaucoup de temps en changements
de références, surtout sur quelques lignes.
Il a calculé que le vrai coût de ces produits
« exotiques » est le double du prix de vente
et qu'ils font perdre de l'argent à la société.
De plus, n'ayant que 25 % de marge capacitaire
totale, il lui arrive de ne pouvoir faire face
à des pointes de saisonnalité si celles-ci durent
plus de quelques jours, et encore, à condition
que la surchauffe ait été anticipée, et le plan
de production et d'approvisionnement en amont,
ajusté à temps. En effet, le stock moyen de
3 jours, ne représente plus que deux jours lorsque
les ventes atteignent 150 % de la moyenne. De
plus il se vide chaque jour de 25 % du débit
normal, c'est-à-dire 17 % du débit instantané,
puisque la production n'est capable de faire
que 125 % du flux moyen. En moins de deux semaines,
il n'y a plus rien, en théorie. En pratique,
certaines références se trouvent en rupture
en quelques jours seulement.
Changer de paradigme : Les produits qui posent problème à tous sont
donc ces références « exotiques ». Une analyse
montre qu'en fait, si les quantités vendues
sont aussi faibles, c'est qu'elles ne sont vendues
chacune, que dans un seul ou deux magasins de
cette chaîne, seulement. Les fluctuations de
vente de ces magasins n'étant pas compensées
par des fluctuations inverses des autres, l'usine
voit cette demande faible, assortie de très
fortes fluctuations journalières. La production
qui a été lancée pour deux jours moyens de consommation,
un ou deux jours auparavant, représente parfois
deux ou trois semaines de ventes, dans les mauvaises
périodes, entraînant des produits livrés, déjà
périmés. Mais il arrive, à l'inverse, que la
production d'un lot parte en totalité dès le
lendemain. Le surlendemain, s'il y a une nouvelle
demande, elle ne peut être satisfaite puisqu'on
n'a pas encore relancé la fabrication de la
référence en question. On comprend maintenant
les mécanismes entraînant ces réclamations des
clients.
Une solution est imaginée pour faire en sorte
que l'on vende d'avantage de ces produits, et
de manière plus régulière : On crée un nouvel
emballage « Twin découverte » présentant ensemble
un des produits phare, associé à un produit
« exotique ». Tous les magasins sont incités
à participer à l'opération, et le volume du
produit le moins vendu passe immédiatement de
cinq cents par jour à 3 000 par jour. La baisse
sur les produits phare est insignifiante en
proportion.
On change le processus de fabrication : Au lieu
d'avoir des mélangeuses de grande capacité,
on investit dans des machines de dosage de précision
des arômes déshydratés dans les pots vides,
puis immédiatement après cette opération, on
injecte la base laitière chaude, on ferme et
on scelle le couvercle marqué et correspondant
à l'arôme contenu, puis tous les pots fermés
passent sur une machine d'agitation à haute
fréquence pour que le mélange se fasse à l'intérieur
de manière homogène. Ensuite, les pots sont
refroidis dans un tunnel, en continu. Le changement
d'arôme et de couvercles en tête de ligne s'effectue
en dix minutes seulement, nettoyage compris
(produits secs). L'interruption momentanée du
flux qui en résulte est un signal clair en bout
de ligne pour signifier qu'il faut changer de
palette de stockage des produits finis. Le nombre
de ces nouvelles lignes est dimensionné de manière
à ce que la capacité sur vingt-quatre heures
corresponde à 150 % du besoin moyen.
On change le mode de réassort : l'usine reçoit
chaque soir le nombre de produits vendus par
les dix magasins, pour chaque référence catalogue.
Ceci constitue le programme de production du
lendemain. La même information est envoyée à
l'imprimeur de couvercles, et au fournisseur
d'arômes déshydratés, qui la traitent de même.
On opère chaque jour, en tout, autant de changements
de références qu'il en a été vendu la veille,
mais cela ne fait pas perdre beaucoup en capacité,
qu'il y en ait peu ou la totalité de la gamme.
L'imprimeur, lui, ne livre que les quantités
demandées, chaque jour, et conserve un stock
chez lui. Pour le dédommager de cet effort,
on le paye comptant, chaque jour net au lieu
de trente jours, fin de mois. On procède de
même avec le fournisseur d'arômes.
Pas de changement pour les autres, qui livrent
tous des constituants standards.
Bilan : on vend un peu plus de produits « exotiques
», mais surtout on vend plus car on ne rate
pas de vente pour cause de rupture de stock,
et on rembourse moins. En effet, les produits
périmés invendus ne sont pas remplacés par des
produits frais, car les consommateurs ne les
ayant pas pris, ne reviendront pas le lendemain
au magasin pour acheter les frais. C'est pourquoi
ces incidents se soldaient par des notes de
crédit, et un manque à gagner. La satisfaction
des clients se traduit par ricochet, sur leur
attachement au produit. Les ventes augmentent
encore en conséquence.
On peut réduire le stock à une journée seulement.
En effet, si la production de chaque jour correspond
au flux des ventes réel, référence par référence,
la production effectuée peut être livrée en
totalité le lendemain matin.
Dans les magasins, c'est la même chose : s'ils
reçoivent chaque matin les références vendues
l'avant veille, aux quantités près, ils n'ont
pas besoin de plus d'une journée en stock.
Le stock total passe donc de cinq jours à deux
jours, pour les produits finis, et est réduit
d'environ 50 % pour les constituants qui ne
représentent plus, en valeur, que quatre jours
environ. Nous sommes passés de douze jours à
six jours. Les frais financiers économisés sont
reportés sur la réduction du délai de paiement
des deux fournisseurs livrant chaque jour, donc
l'opération est neutre, financièrement.
L'investissement supplémentaire est payé par
la marge effectuée sur les volumes de vente
supplémentaires, qui sont valorisés, en coût
de production marginal, et génèrent donc un
cash flow important.
Voilà un exemple montrant qu'il existe d'autres
moyens que l'augmentation des stocks pour augmenter
les ventes. Le commercial est content, tout
en ayant trois fois moins de stock de produits
finis qu'avant. Mais ceux qu'il a en stock,
sont bien ceux dont il a besoin instantanément.
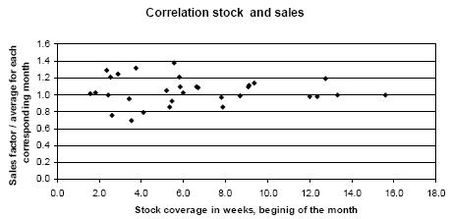
Sur l'exemple réel illustré ci-dessous, on voit
bien que les ventes ne sont pas réellement affectées
ou favorisées par un stock élevé en terme de
taux de couverture. En d'autres termes, il n'y
a pas de corrélation directe entre le niveau
de stock et les ventes possibles, au-delà d'un
certain niveau défini au chapitre 2. Il faudrait
descendre bien plus bas pour commencer à voir
un effet négatif. Sur l'exemple concerné, cela
se passe en dessous de deux semaines. Il s'agit
là d'un cas réel où les fluctuations de ventes
hebdomadaires étaient caractérisées par un rapport
de 1 à 10, et le délai de réapprovisionnement
oscillait entre quatre et huit semaines, avec
plusieurs livraisons mensuelles.
Il existe bien un lien entre le niveau des stocks et la qualité de service, mais le mot important dans cette phrase est celui qui est souligné. C'est du stock de chaque référence dont on parle, et non du niveau global vu par le financier. Si chaque référence est stockée selon le bon niveau, différent pour chacune en proportion, alors en effet, la qualité de service sera meilleure, et cela se retrouvera tôt ou tard sur le niveau des ventes global. Mais, globalement, on aura sans doute moins de stock que celui qui serait nécessaire si l'on voulait avoir le même taux de couverture partout.
La détermination d'un objectif de stock en nombre de rotations par an n'a de sens que globalement
L'exemple précédent était une exception à cette
règle, qu'il était intéressant d'identifier.
En effet, lorsque la durée de péremption est
très courte, cette limite s'impose comme la
première considération à prendre en compte dans
la durée maximale de séjour en stock, devant
toute autre. Mais dans la plupart des cas, il
est possible de conserver les produits dans
de bonnes conditions, pendant plusieurs semaines,
voire plusieurs mois. La durée maximale à prendre
alors en compte est dictée par des considérations
financières ou d'espace disponible.
Dès que l'on a déterminé une telle limite d'espace
ou de fond de roulement que l'on est prêt à
immobiliser pour du stockage, il reste à décider
comment l'utiliser. Comme la limite maximale
de fond de roulement est toujours exprimée en
équivalent jours de chiffre d'affaire, c'est
par extension que la facilité nous fait souvent
transformer cette contrainte en une sécurité
de couverture des ventes de produits, en jours,
semaines ou mois, ou bien en nombre de rotations
de ce stock par an. Et c'est encore par facilité
que l'on applique cette tolérance à chaque référence
produit, pensant que si elle est respectée pour
chacune, elle le sera pour le tout.
Il faut s'habituer à l'expression des objectifs
de stock en terme d'unités de produits. Ainsi,
on se pose ensuite les bonnes questions. Le
magasinier qui sert le client aval n'a pas forcément
la perception de ce que sont les ventes moyennes
hebdomadaires de chacune des références, en
particulier de celles qui sont vendues épisodiquement.
Il ne peut donc percevoir la pertinence d'une
consigne de stockage mini de X semaines, par
rapport aux quantités qu'il a l'habitude de
servir. Si par contre, on lui exprime cette
quantité en unités de produits, il fera immédiatement
le lien, et se souviendra que jamais il a eu
à faire face à une telle demande sur tel ou
tel produit, à l'intérieur d'un délai de réapprovisionnement,
ou au contraire, qu'il lui est arrivé souvent
de n'en avoir pas suffisamment. Il sera plus
critique et saura proposer des améliorations
ciblées. Par exemple, à chaque fois qu'il recevra
une demande pour une dizaine de produits de
telle référence rarement vendue, et que dans
son stock, il n'en aura pas suffisamment pour
la satisfaire, cela lui restera en mémoire comme
un dysfonctionnement pourtant facile à surmonter.
En effet, cinq ou quinze produits de ce type
ne font pas beaucoup de différence sur la quantité
totale en stock, mais personne ne s'était soucié
d'un manque de dix produits, représentant une
quantité négligeable sur le total qui, seul,
intéresse les managers. Par contre, ça fait
un client content, ou mécontent, même si ce
client a pu être servi des milliers d'autres
produits dont il avait besoin.
-
Le stock qui permet d'assurer un même OTD pour chaque référence est fonction de la fluctuation des ventes et de l'approvisionnement, du délai de réactivité de cet approvisionnement, et de l'OTD choisi
De manière moins subjective, la consigne de
stockage aurait pu être déterminée avec le même
bon sens que celui dont notre magasinier a fait
preuve, par le calcul.
En effet, il n'y a pas que le financier ayant
des contraintes de fond de roulement, ou le
responsable des services généraux, ayant des
contraintes d'espace disponible, dont il faut
écouter les doléances.
Ceux qu'il faut écouter en priorité sont les
clients.
Le délai de livraison et L'OTD sont des indicateurs
qui permettent de synthétiser les besoins du
client. Le premier n'est d'ailleurs pas le plus
important lorsque le client est livré chaque
jour. Qu'il soit alors livré d'une quantité
commandée la veille ou deux semaines auparavant,
ce qui lui importe alors, est de recevoir chaque
jour un assortiment de produits correspondant
à sa consommation ou à ses ventes propres. Mais,
même dans le cas général, on l'a vu au chapitre
2, le délai n'intervient qu'à la puissance ½,
alors que l'OTD intervient selon une fonction
croissante.
L'OTD ne doit pas être choisi arbitrairement,
mais déterminé avec bon sens. Si le client a
lui-même du stock, l'OTD peut être plus faible
que s'il consomme directement les produits qu'il
achète. Si des modes de production et livraison
exceptionnels existent pour des quantités marginales,
là aussi, on peut dégrader l'OTD courant et
organiser, sans frais pour le client, une livraison
urgente pour les quelques produits manquants.
Puisque l'écart par rapport à 100 % peut être
connu dès le départ de l'entrepôt, cette procédure
peut être déclenchée immédiatement, sans attendre
la réclamation du client et, pour peu que le
moyen de transport utilisé alors (avion par
exemple), soit plus rapide que le moyen standard,
il se peut que les produits manquant arrivent
finalement avant les autres chez le client,
qui considérera, lui, que le contrat est rempli
à 100 %. De telles dispositions coûtent cher,
mais toujours moins cher qu'un ou deux points
d'OTD supplémentaires au départ du stock, et
leur conséquence sur les stocks et les investissements
en production, tout au long de l'année.
Le facteur contributif principal à la détermination
d'un stock, en dehors de l'OTD, est la fluctuation
de la demande. Dans ce domaine, chaque client
n'est qu'un élément du problème. Les fluctuations
sont le résultat de l'addition d'une multitude
de phénomènes sur lesquels chaque client n'aura
que peu de moyens d'agir (météorologie, loi
des grands nombres, erreurs ou comportements
humains parasites, tout au long de la chaîne
aval). Il faut s'en accommoder, dans la plupart
des cas. Par contre, il faut en avoir connaissance,
et surtout, en avoir enregistré les éléments
historiques selon la même durée d'intégration
que celui donné par la fréquence de remise à
jour des expressions de besoin, tout au long
de la chaîne amont (voir § 7 plus loin).
- Se méfier des flux croissant ou décroissant sensiblement
Parlant de mise à jour des données pour la chaîne
amont, nous en arrivons à sa réactivité. Une
bonne supply chain est une chaîne réactive.
Nous sommes heureux, lorsque nous rentrons chez
nous le soir, après une dure journée, d'appuyer
sur l'interrupteur de l'entrée et d'avoir immédiatement
de la lumière. Il n'y a pas si longtemps, nos
ancêtres devaient d'abord trouver la bougie
dans le noir, les allumettes, et espérer que
la première ne sera pas humide... Nous sommes
déjà moins heureux lorsque l'eau arrive chaude
à la pomme de douche alors qu'il est déjà temps
de passer à autre chose. Si la production a
toujours un train de retard par rapport à l'histoire,
ça ne peut pas faire des clients heureux. À
commencer par les clients internes qui se trouvent
entre elle et le consommateur final.
Mais la production a bon dos. Il faut d'abord
en connaître les contraintes et les intégrer
dans le processus d'information. C'est comme
pour l'eau chaude de la douche : Il faut un
certain temps pour amener une quantité d'eau
à la température de 38 °C, partant d'une température
de 20 °C et d'une puissance donnée. C'est James
Joule qui l'a dit, pas moi, mais ça n'a pas
changé d'une seconde depuis le XIXe siècle.
Si l'on a oublié de brancher le chauffe-eau
la veille, nous devrons partir travailler sans
avoir pris de douche, ou bien rester sur une
insatisfaction d'avoir dû prendre une douche
froide, mais on ne peut s'en prendre qu'à nous-même,
pas au chauffe-eau dont on connaît parfaitement
le mode de fonctionnement.
Il faut donc se donner les moyens de prévisions
fiables et savoir les éclater en prévisions
de détail, utilisables par les acteurs amont,
en tenant compte de leurs délais de réaction
incompressibles. Il faut également un suivi
fréquent, objectif et détaillé, de ce qui se
passe vraiment ensuite, afin de pouvoir mettre
à jour tout le système d'information en temps
réel. Ici, on parle de réalités, pas d'interprétation.
Il faut bannir les « ventes non conformes aux
prévisions, mais c'est temporaire, ça va s'arranger
». Les chiffres futurs diront bien si ça s'est
effectivement arrangé, et les méthodes statistiques
sauront isoler les phénomènes anormaux qui ne
seront, finalement, pris en considération qu'avec
une pondération diminuée.
Lorsque, par contre, une tendance significative
se dessinera, il faudra réagir en amont. En
priorité, il faudra réagir sur l'approvisionnement
et la production, selon le même gradient de
progression ou de baisse que celui observé en
aval. Surtout pas en priorité sur les stocks.
Cela ne ferait qu'amplifier le gradient perçu
par l'amont, et conduirait à des surinvestissements,
des adaptations inadéquates, et une baisse immédiate
de la qualité de service. En général, lorsqu'une
tendance haussière ou baissière s'établit, c'est
avec peu de variations. C'est plutôt lorsque
le flux est globalement stable qu'il est le
plus sensible aux événements perturbateurs.
Par exemple, lorsque les crédits bancaires baissent,
les projets de construction pavillonnaire augmentent.
La demande augmente de manière très affirmée,
sans sautes d'humeur. Ceux qui avaient déjà
un projet prêt sautent sur l'aubaine pour démarrer
les premiers, ensuite, ceux qui avaient déjà
un apport personnel, dessinent un projet puis
le lancent, décalés par rapport aux premiers,
enfin les derniers, n'ayant de prêt ni l'un,
ni l'autre, mettent un peu plus de temps pour
sonner à la porte de la banque. Mais en toile
de fond, les constructeurs se trouvent vite
dépassés, et constituent des files d'attente,
en même temps qu'ils adaptent leurs structures
pour faire face à la demande. Ces files d'attente
sont très efficaces pour lisser la courbe de
croissance.
Par contre, en régime de croisière, un hiver
froid bloque les maçons et gèle la demande de
matériaux pendant ce temps, une hausse annoncée
des prix de matières premières incite à remplir
des stocks. Tout ceci se traduit par des fluctuations
importantes de la demande en valeur relative.
Si nos stocks ont été correctement dimensionnés
selon les règles énoncées au chapitre 2, c'est-à-dire
en proportion des fluctuations en valeurs absolues
observées en période de stabilité, il y toutes
les chances qu'ils suffisent amplement pour
passer confortablement la période de hausse,
même si, momentanément, ils représentent moins
en terme de taux de couverture qu'initialement.
Par contre, lorsqu'un nouveau seuil de flux
plus élevé sera atteint, il est probable qu'alors,
ils soient insuffisants car les fluctuations
reprendront leur valeur relative initiale. Mais
alors, la capacité en amont pourra être maintenue
en croissance quelque temps supplémentaire,
afin de provoquer un excédent, le temps nécessaire
à l'atteinte de la nouvelle consigne.
-
Lancer les processus de mesure, les calculs et les approvisionnements à une fréquence élevée
Lorsque j'étais au Japon, au début des années
quatrevingt, j'avais été frappé par l'absence
de camions dans un pays alors réputé pour son
dynamisme industriel et son très puissant secteur
secondaire, arrosant la planète de motos, appareils
photo, montres, voitures, appareils électroniques
de toutes sortes. Or, rien en comparaison de
ce que l'on croisait sur les routes et dans
les villes d'Europe. Ayant fait part de ma surprise
à mon collègue japonais, celui-ci m'expliqua
que les transferts de marchandises d'une usine
à l'autre, ou vers les entrepôts s'effectuaient
chaque jour, au pire, tous les cinq jours, à
l'aide de petits combis ou camionnettes, chargés
à la main de petits contenants, et non de palettes.
Je trouvais alors le procédé terriblement énergivore,
complexe et coûteux, et n'en compris l'intérêt
que plus tard.
Pourtant, j'avais fait des études d'automatique,
avais développé moi-même des cartes de commande
en logique électronique, et j'aurais dû faire
le lien, en me souvenant qu'en matière d'asservissement,
il faut piloter la chaîne de transférométrie
par un signal d'horloge cadencé à haute fréquence
si l'on recherche la minimisation des temps
de réponse, tout en évitant de rentrer en régime
oscillatoire. Tout ceci peut paraître loin de
la logistique, et pourtant...
La logistique est l'art d'asservir des flux
par rapport à un besoin s'exprimant en unités
de produits par unité de temps. La seule différence
par rapport à l'asservissement d'une grandeur
analogique (courant, débit), est qu'il s'agit
de quantités discrètes (unités, cartons de produits,
palettes...). Mais lorsqu'on est en face de grandes
quantités, les problèmes se confondent.
Puisque l'on sait très bien résoudre les problèmes
d'asservissement dans le cas de variables analogiques,
essayons de rapprocher le plus possible la problématique
de ce cas de figure. En termes stratégiques,
cela commence par la dimension des conditionnements.
Il est évident que si l'unité d'oeuvre est le
container de quarantequatre pieds, le nombre
d'unités traitées dans un intervalle de temps
élémentaire sera faible, voire inférieur à un,
si l'intervalle de temps est trop petit. Alors,
c'est l'intervalle de temps élémentaire qui
devra être adapté au flux de containers. Il
sera choisi de manière suffisamment grand pour
que l'on puisse y quantifier, à l'intérieur,
un nombre variable de containers, définissant
les variations de flux avec une résolution assez
fine : Au moins une trentaine d'unités par intervalle
de temps. Celui-ci deviendra alors le temps
de réponse élémentaire du système, et si la
chaîne logistique est longue, sa réactivité
entre l'amont et l'aval, s'exprimera selon plusieurs
unités élémentaires de temps. De nos jours,
la réactivité attendue d'une supply chain
s'exprime en heures ou en jours. Ce temps de
réponse devra représenter plusieurs intervalles
de temps. Le flux sera exprimé par df/dt, et
si l'on veut apprécier les différentes valeurs
prises par df avec une discrimination suffisante
entre elles, il faudra que l'intervalle de temps
puisse voir passer plusieurs dizaines d'unités.
Le conditionnement et l'unité de manutention
minimale seront la conséquence de ce calcul.
Ensuite, les mises à jour des données, les calculs
de besoin, et l'information aux acteurs de la
chaîne devront être cadencés selon ce rythme.
Cela fera le plus souvent appel à l'informatique,
aux écrans digitaux d'information, aux transmissions
automatique par internet. Stratégiquement, cela
doit être pensé dès la conception du système,
négocié avec les clients et les fournisseurs,
car cela a des répercussions sur les investissements,
les supports d'information, les horaires de
travail, et même juridique si l'on va jusqu'à
la suppression des commandes papier traditionnelles,
devant être revêtues de la signature de deux
ou trois responsables.
- Préférer les systèmes de réapprovisionnement en flux tiré
On a vu pourquoi au chapitre 3, de même que
la façon de le faire, théoriquement. Passons
à la pratique et aux conséquences que cela peut
avoir sur les décisions stratégiques. Nous venons
de voir que d'autres considérations imposent
l'usage de l'informatique pour être satisfaites
(définition du stock idéal, fréquence élevée
des échanges de données et de calcul). Nous
écarterons donc d'entrée le vieux kanban de
Monsieur Ohno - Avec nostalgie, je dois dire,
tellement je trouve ce système admirable par
sa simplicité et son efficacité. Merci néanmoins
Monsieur Ohno d'avoir ouvert nos esprits à autant
de bon sens. Vous n'avez pas connu l'informatique
moderne, mais dans un sens, tant mieux pour
vous qui auriez été effaré de voir comme les
hommes ont pris plaisir à se compliquer la vie
avec un outil destiné à la leur simplifier.
Nous préférerons donc quand même l'ordinateur,
travaillant sur les mêmes données pour fournir
des prévisions, calculer des stocks, gérer toutes
les informations de mouvements et de modifications
de l'environnement, en temps réel, associé à
des systèmes de saisies par lecteurs codes barres,
capteurs divers, transmissions automatisées
par internet, et quelques entrées manuelles
quand même.
Un système d'approvisionnement en flux tiré
suppose que les données de base viennent de
l'aval. Lorsqu'un seul client est en aval, c'est
assez simple. Lorsqu'ils sont nombreux, c'est
plus difficile. C'est surtout plus difficile
si l'on souhaite recevoir ces données de manière
numérisée, selon un format standard permettant
de les compiler, de les ordonner. C'est encore
plus difficile si les clients sont extérieurs
à la compagnie et qu'on ne peut leur imposer
ce standard.
Il faut donc un système de collecte des consommations
en aval ou chez les clients qui soit compatible
avec les logiciels informatiques communs. Le
plus commun des logiciels est le tableur commun
aux environnements Microsoft et Apple. Il est
justement tout à fait adapté à la collecte d'informations
quantitatives, interfaçable avec tous les logiciels
ERP et de comptabilité spécialisés, et permettant
de conserver des données brutes pour les traiter
ensuite par des calculs paramétrables à souhait.
Des développements plus sophistiqués peuvent
être faits au moyen de programmes d'emploi accessible
à des informaticiens de niveau élémentaire.
C'est donc un bon support dont les fichiers
peuvent être envoyés facilement par internet,
ou partagés sur un réseau intra entreprise.
Sa mise à jour peut être ouverte à des personnes
définies au préalable, tout en restant en accès
« lecture seule » pour d'autres non habilitées.
Après avoir envisagé l'outil de traitement et
de communication des données, on pourra se pencher
sur les outils de collectes du flux réel en
sortie aval, par exemple. Ici, chaque cas est
différent mais les systèmes de codebarres ou
« datamatrix » permettent de saisir facilement
des références, y associer une date et une heure,
une quantité (entrée manuelle) ou de lire le
code de chaque produit en automatique, et obtenir
ainsi cette quantité par comptage unitaire.
On peut lire des codes barres apposés sur les
emballages des produits, imprimés directement
sur les produits (jet d'encre), ou sur des documents
papier. Ainsi, un bon de livraison peut rappeler
le code-barres de chaque référence, et l'on
peut saisir au moyen d'un lecteur manuel, les
références livrées, puis, manuellement la quantité.
Tous ces dispositifs, associés à un système
en flux tiré, doivent bien sûr constituer un
ensemble cohérent, répondant aux objectifs que
l'on définira en fonction des informations que
l'on souhaite utiliser dans les calculs récurrents,
et au titre de l'archivage de données. On ne
peut décider de passer d'un flux poussé à un
flux tiré, sans avoir fait au préalable ce travail
de réflexion, les investissements et la communication
qui s'y rapportent.
-
Réduire les délais
On l'a vu au chapitre 2, le délai a un impact
non négligeable dans la détermination des stocks,
et par extension, sur le taux de service vers
l'aval (OTD). Même avant d'avoir lu ce livre,
vous en aviez vraisemblablement conscience.
J'ai même souvent entendu dire : « Si le délai
est de deux mois, il nous faut plus de deux
mois de stock ». Bien sûr, on l'a vu aussi,
cette conclusion hâtive est erronée puisqu'on
peut très bien être livré chaque semaine de
produits que l'on a commandés deux mois plus
tôt, chaque semaine également. Il ne faut pas
confondre délai et fréquence de livraison.
Cependant, lorsque les délais sont longs, une
variation relative de +/- 20 % autour de ce
délai, représente beaucoup en valeur absolue.
Si, par exemple on base notre système sur une
réception chaque semaine de produits commandés
deux mois plus tôt, on peut couramment être
confronté à une livraison retardée de une ou
deux semaines, cassant complètement le rythme
des réceptions, sur lequel on a dimensionné
notre stock.
Or, c'est justement une propriété des délais
longs, d'être mal respectés. En effet, c'est
rarement le temps nécessaire à l'élaboration
d'un produit ou d'un sous-produit qui conditionne
un tel délai, mais une succession d'opérations
effectuées en des endroits différents, par des
sociétés différentes, sur lesquelles le fournisseur
a d'autant moins de pouvoir, qu'elles sont éloignées
de lui vers l'amont. Il y a des files d'attente
à chaque étape, des passe-droits et des aléas
difficilement prévisibles, qui rendent le résultat
peu fiable.
Plus les délais seront courts et plus les variations
seront faibles en valeur absolue, et même en
valeur relative. C'est ce que l'on observera
de la part d'un fournisseur maîtrisant entièrement
le processus d'élaboration de ses produits,
même si celui-ci est assez long, techniquement.
Jusque-là, vous êtes toujours d'accord, je suppose,
car vous considérez que ce sont des évidences.
Et bien, pourquoi ne pas pousser la logique
plus loin ?
Un fournisseur maîtrisant l'ensemble du processus
de ce qu'il fabrique est un fournisseur avec
lequel on aime travailler car il offre des délais
courts et fiables, il maîtrise la qualité de
ce qu'il produit, et ne fait qu'une seule fois
une marge entre son coût de revient et son prix
de vente. De plus, il absorbe ses frais fixes
sur une quantité importante d'activités. Ce
fournisseur a donc toutes les chances d'être
compétitif. Faisons de même.
En intégrant verticalement les opérations spécifiques
à notre produit, nous aurons des délais nuls
ou presque, entre la réalisation des opérations
amont, et celles situées à l'aval, plus de stock
à constituer à ce niveau, et chez nous les avantages
qu'aurait eu ce fournisseur complètement intégré,
avec des effets encore augmentés.
Plusieurs constructeurs automobiles et d'avions
l'ont bien compris, hébergeant sur leur site
principal d'assemblage, leurs principaux fournisseurs
qui travaillent avec eux comme travaillerait
un atelier faisant partie de leur propre structure.
Ils ne sont pas complètement intégrés, en ce
sens que les fournisseurs restent juridiquement
indépendants. Ceci s'explique par des considérations
sociales et historiques, mais le résultat est
à peu près le même.
Le meilleur moyen de réduire les délais, est
d'intégrer verticalement l'ensemble du processus
spécifique à l'élaboration du produit.
Bien sûr, le bon sens nous interdira d'intégrer
des métiers sortant complètement du champ d'activité,
comme la sidérurgie lourde si l'on fabrique
des lames de rasoir, ou l'élevage de bovins
si l'on fabrique des produits laitiers. Mais
ces activités, communes à beaucoup d'autres
industries ou services ne sont pas celles sur
lesquelles les délais sont les plus pénalisants.
En effet, remontant la supply chain
vers la source, on trouve de plus en plus de
sous produits communs et standards, stockés
chez les fabricants en grandes quantités puisque
la vente est assurée ici ou là. Les délais seront
donc souvent uniquement fonction des délais
de préparation, conditionnement et transport.
Il peut être difficile de bâtir une entreprise
offrant simultanément toutes les situations
optimales pour la logistique, en terme de définition
des produits, des processus, de relations avec
ses clients et entre services, dotée des meilleures
structures en terme de ressources humaines,
d'informatique et de communication, intégrant
le plus loin possible en amont, les métiers
qui lui sont spécifiques... Mais il est important
d'avoir identifié ces situations optimales,
de les avoir classées par ordre d'importance
dans l'application à une activité précise, et
de construire un plan stratégique permettant
d'en réunir progressivement un maximum. On l'a
vu sur l'exemple développé au § 3, une telle
optimisation logistique est bénéfique à d'autres
secteurs. Et même si cet exemple est virtuel,
j'en ai connu d'autres plus concrets qui auraient
bien illustré mon propos également. J'ai choisi
un cas d'école imaginaire car avec un seul cas,
on peut illustrer plusieurs situations qui,
dans la pratique, se retrouvent effectivement,
mais dans des entreprises différentes et à des
moments différents. L'entreprise idéale n'existe
pas, mais elle doit rester un objectif bien
défini, dont on s'efforcera de se rapprocher,
tant que faire se peut.
Vous
souhaitez commander cet ouvrage ? Rendez-vous
directement sur le site de Publibook à
l'adresse suivante : http://www.publibook.com/librairie/livre.php?isbn=9782748386639
|
