La stratégie lean du fournisseur de cartes électronique : Lacroix Électronique

01/05/2010
Le chauffe-eau solaire utilise l'énergie solaire pour produire de l'eau chaude sanitaire que l'on stocke dans un ballon.
On peut lui adjoindre une chaudière pour le chauffage de l'habitation. À l'évidence, le chauffe-eau solaire ne peut assurer seul toute la production d'eau chaude en cas de manque d'ensoleillement : il est toujours associé à un appoint (chaudière par exemple). Le système de régulation produit par Lacroix Électronique contrôle un tel système en fonction de l'ensoleillement, de la température de l'eau dans le ballon, et de la demande de confort des occupants des lieux.
Lacroix Électronique (1 400 collaborateurs, chiffre d'affaires 2009 : environ 113 M€) est une division du groupe Lacroix (2 200 personnes, 250 M€). Un groupe qui possède trois entités dédiées respectivement à la signalisation, au télécontrôle et à la gestion de l'eau, à la conception et à la fabrication en sous-traitance de cartes électroniques pour des clients appartenant aux marchés de l'industrie, du médical, de l'automobile, de l'aéronautique et défense .... Des clients tels que Saunier Duval.
« Nous pouvons intervenir à partir de la page blanche, depuis le design des produits jusqu'à leur fabrication, voire même leur livraison chez le client de nos clients », détaille Sylvain Le Pennec, responsable de la chaîne logistique. À cet effet, Lacroix Électronique dispose de trois centres de R & D (Vern-sur-Seiche, Toulouse, Willich en Allemagne), cinq sites de production (Saint-Pierre Montlimart, Willich, Kwidzyn en Pologne, Zriba en Tunisie, Urziceni en Roumanie), et un bureau d'achats à Shanghai pour le sourcing en Asie. « Notre stratégie nous conduit à spécialiser chacun de nos sites industriels par secteur d'activité. Ainsi, notre site français de Saint-Pierre Montlimart s'est orienté vers la production d'une grande variété de petites et moyennes séries en electronique complexe », ajoute Sylvain Le Pennec : « 65 % de nos clients se positionnent dans le domaine industriel, 20 % dans le secteur militaire et aéronautique, 15 % dans l'automobile… Notre site polonais, lui, intervient par exemple pour 65 % dans l'industrie automobile et 35 % dans l'industrie avec des productions de moyennes et grandes séries ».
Le Lean Manufacturing chez Lacroix Électronique
Zoom sur le site de Saint-Pierre Montlimart, commune de la vallée de l'Evre située à l'est du département du Maine et Loire, au coeur du Pays des Mauges… Le site de Lacroix Électronique travaille ici avec plus de 60 clients, 500 références différentes de produits finis et gère 13 000 références de matières premières… Force est de constater avec Bruno Boutin, responsable de la démarche Lean, que « les clients demandent des délais plus courts. Pour éviter d'avoir à faire du stock, ils commandent des quantités moindres. Ils exigent en outre une qualité irréprochable pour des produits de plus en plus complexes ».
Or, l'organisation de l'usine de Lacroix Électronique de Saint-Pierre Montlimart ne permettait pas à l'époque de réduire suffisamment ses délais. Il a donc fallu travailler sur la réorganisation des flux de composants, de production, etc … en démarrant une démarche lean manufacturing dans le cadre de son plan industriel sur cinq ans (2005-2010) pour atteindre l'excellence industrielle.
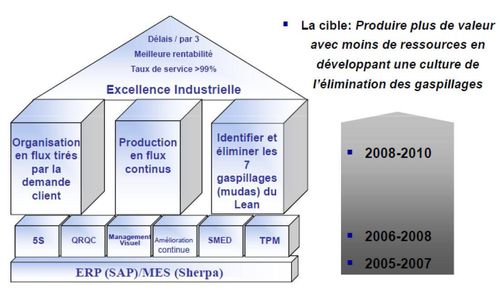
Le Toyota Production System (TPS), la Production au Plus Juste (PPJ) et le Lean Manufacturing désignent le même concept. Ils sont habituellement représentés sous la forme d'un temple, avec 3 piliers et des fondations chez Lacroix Électronique.
« L'objectif de ce plan est de produire plus de valeurs avec moins de ressources en développant la culture de l'élimination des gaspillages », développe Bruno Boutin : « entre 2005 et 2007, nous avons commencé par changer d'ERP et basculer vers SAP en 2007, tout en implémentant un MES, en l'occurrence le logiciel Sherpa qui permet de collecter les données de la production ».
Au cours d'une seconde étape, certains
outils indispensables à la démarche
de lean manufacturing ont été mis
en place : le 5S (abréviation de 5 termes
japonais commençant par un S : Seiri, Seiton,
Seiso, Seiketsu, Shitsuke, c'est-à-dire
débarrasser, ranger, nettoyer, ordonner,
être rigoureux… Il s'agit de
créer un environnement favorable à
la qualité du travail, à la sécurité
du personnel, et au respect de la discipline),
la démarche QRQC (Quick Response, Quality
Control) en vue d'un système managérial
permettant de répondre rapidement à
des problèmes de qualité et de traiter
efficacement les incidents sur le lieu même
de leur apparition, le management visuel pour
simplifier l'organisation et la communication,
les chantiers d'amélioration continue,
le SMED
(Single Minute Exchange of Die, changement rapide
d'outil sur les moyens de production),
et la TPM (Total Productive Maintenance ou Management)
visant à améliorer le taux de disponibilité
et à mettre en oeuvre les bonnes pratiques
pour diminuer le taux de panne.
Entre 2008 et 2010 la démarche lean manufacturing
a été construite au travers de trois
piliers :
- L'organisation en flux tirés par la demande client,
- La mise en place de flux continus en production de façon à éviter la désynchronisation entre procédés,
- L'identification et l'élimination des 7 mudas (gaspillages) du lean, c'est-à-dire toute activité sans valeur ajoutée pour le client.
L'objectif visé ? Atteindre l'excellence industrielle, c'est-à-dire un taux de service client supérieur à 99 %, atteindre également une meilleure rentabilité, et diviser les délais de fabrication par un facteur 3.
En route vers la démarche du Lean Supply Chain Management !
Pour Sylvain Le Pennec, « il n'est guère possible d'entreprendre une démarche lean sans avoir maîtrisé la démarche d'anticipation (disponibilité des composants et calcul des capacités de production par le MRP-2) ». Pendant trois années, entre 2005 et 2008, Lacroix Électronique s'est donc investi sur le MRP-2 afin d'obtenir la meilleure visibilité sur son système de production, pouvoir organiser au mieux son Plan Industriel et Commercial (PIC), son programme directeur de production (PDP) et transmettre ses programmes d'approvisionnement aux fournisseurs. Cette démarche initiale a permis de réduire les stocks de 30 %.
« Dès lors que la maturité MRP-2 a été acquise et mise sous contrôle, nous avons alors pu commencer à accélérer les flux », poursuit Sylvain Le Pennec. La démarche Lean déployée chez Lacroix Électronique a été abordée en 9 étapes, avec l'accompagnement du cabinet Bill Belt :
- Définition du point de cadencement du flux de production. Ce point de cadencement a été identifié comme le point du process le plus lent dans la ligne de fabrication.
- Choix d'un flux pilote en retenant 8 produits, de façon à pouvoir schématiser la production, les flux de matières.
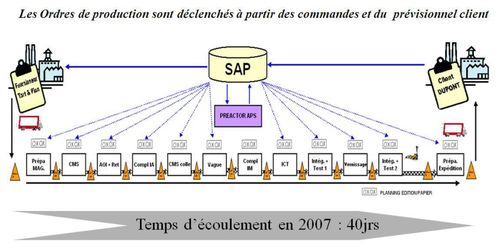
- Réalisation de la cartographie du flux pilote entre le client qui passe commande et l'expédition du produit fini, en passant par les différentes étapes du processus de production. Celles-ci sont retransmises à SAP qui émet les besoins pour satisfaire la demande dans une philosophie MRP, et ces besoins sont ensuite retransmis aux fournisseurs. Lors du lancement de la démarche, la durée de ce cycle complet était de 40 jours. Chacune des étapes mettait en oeuvre un procédé dont on détaillait la gamme de travail en flux poussés. Un stock d'encours était généré à l'issue du procédé. Bref, l'étape en question opérait de façon indépendante avec son propre planning, sans se soucier du client interne (l'étape en aval). En interne, la relation client-fournisseur était méconnue. On a donc cherché à reconstruire un procédé répondant à une logique client-fournisseur en interne : les ordres de production sont désormais déclenchés à partir d'une commande et du prévisionnel du client. La cartographie permet de découvrir les goulets d'étranglement, les délais de fabrication, les temps de cycle…
- Définition du "takt time" du flux pilote (rapport exprimé en unités de temps, entre le temps de travail et la quantité de produits commandée par les clients). Définition également de la taille des lots de production de façon à répondre exactement aux besoins des clients et à gagner en fluidité dans les ateliers. Ce calcul s'avère relativement complexe à Saint-Pierre Montlimart dans la mesure où les productions ne sont pas nécessairement répétitives, les produits n'ont pas le même temps de cycle… D'où difficulté de cadencer les productions en se fiant sur le takt time. « Il convient d'effectuer ce calcul chaque mois de façon à s'assurer de sa stabilité au fil du temps » explique Bruno Boutin : « il s'est avéré que le takt time du flux pilote était de 4 min 20 s, tandis que les temps de cycle des différents produits associés à ce flux pilote peuvent être très différents les uns des autres. L'objectif est donc de trouver une unité d'oeuvre homogène au sein de chaque famille de produits de façon à pouvoir opérer en flux, sans risquer de se pénaliser du fait de l'existence de différences de temps de cycle entre les différents produits ». Plutôt que de cadencer les unités de produits, on a cadencé des unités de lots homogènes de façon à obtenir des takt times homogènes pour chaque lot de produits (seule la quantité de produits diffère d'un lot à l'autre).
- Définition du flux cible, en l'occurrence le flux idéal (ou tout au moins une solution susceptible d'être atteinte en un an). Nous retrouvons ici le client qui alimente en données SAP, et l'ERP à son tour génère les ordres d'achat auprès des fournisseurs… Un stock d'entrée… Quelques étapes de production en nombre moindre grâce au regroupement d'étapes au sein d'un même îlot, et ce, de façon à éviter les stocks intermédiaires.
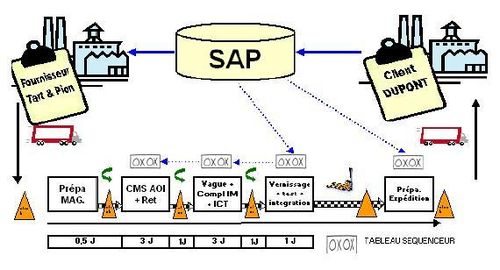
- Mise en place des flux continus. « Nous avons mis en place deux flux continus », précise Bruno Boutin. C'est ainsi qu'ont été regroupées dans le premier processus trois étapes (vernissage-test-intégration) en une seule. Auparavant le temps de cycle était relativement long puisqu'il fallait attendre à chaque étape l'achèvement du traitement d'un lot de pièces avant de démarrer l'étape suivante. En mettant en place un îlot en forme de U, on a pu réduire notablement les temps d'attente, tandis que certains process (vernissage…) ont été synchronisés : l'opérateur qui achève le traitement à réaliser (un appairage, par exemple) sur une pièce, dépose celle-ci sur un chariot, et ce chariot, dès lors qu'il est plein de pièces traitées, est mis à disposition du process suivant (le vernissage) qui interviendra aussitôt sur les pièces contenues dans ce chariot. En somme, le chariot ne représente qu'une petite portion du lot complet à traiter. Un flux continu s'établit grâce à une boucle kanban dite "générique" (ce qualificatif se justifiant par le fait que deux produits différents sont pris en charge par cetteligne, l'un représentant 90 % du volume de production, l'autre 10 % seulement) permettant d'éviter les stocks inutiles. Le kanban "spécifique" avait déjà été mis en place dans l'usine polonaise du groupe, mais sur des productions en grandes séries. Auparavant, le délai de production d'un lot était de 3 jours : ce délai est tombé à un seul jour. L'îlot qui occupait autrefois une surface de 100 m², n'est plus que de 50 m².
« Le dernier process constitue un goulet d'étranglement. C'est lui qui va cadencer notre production », dévoile Bruno Boutin : « il cadence en flux tirés les îlots en amont ». Les délais fixés pour les différents process ont été établis de sorte que la chaîne globale ne requiert plus 40 jours, mais seulement 9 jours.
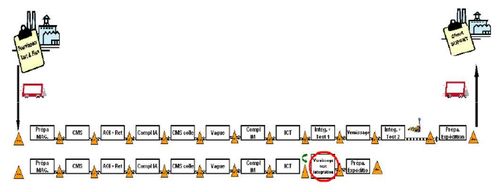
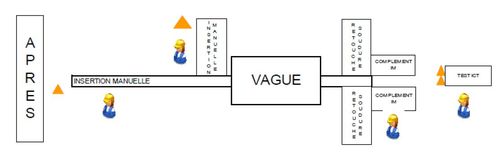
« La même démarche de mise en flux continu a été menée pour un autre processus où les trois étapes (soudage à la vague - complément manuel - test in situ) ont été regroupées pour n'en faire qu'une seule étape in fine » indique Bruno Boutin. Auparavant, plusieurs personnes étaient affectées à la machine de soudure à la vague, tandis qu'en aval de celle-ci, un opérateur était chargé des opérations de retouches et de contrôle. Le nombre de personnes travaillant autour de la machine dépendait de la nature du produit à traiter : l'objectif était de saturer le process et d'optimiser le fonctionnement de la machine. Désormais ce process a évolué : une personne est chargée de l'insertion manuelle des composants à souder dans la machine et d'effectuer un contrôle (ce qui l'oblige à se déplacer). Le moyen est chargé de produire deux produits différents, plutôt qu'un seul, de façon à satisfaire deux clients simultanément. Enfin différents équipements positionnés en dehors du process, ont été rapprochés de façon à rendre continu le flux.
« Nous avons ainsi gagné 10 % d'efficience, 30 % de disponibilité du chef d'équipe qui devait autrefois construire un planning complexe après avoir décidé d'affecter le nombre de personnes requises sur la ligne. Aujourd'hui, la configuration de la ligne est figée : le chef d'équipe n'a plus à préparer ce planning. Il peut se consacrer à des opérations de plus grande valeur ajoutée », analyse Bruno Boutin : « la responsabilité des opérateurs, jusqu'alors diluée, est accrue. On n'a plus besoin d'équilibrer les postes alors qu'auparavant, il fallait s'y atteler dès qu'un nouveau produit passait sur la ligne. Enfin, on a réduit le nombre d'outillages du fait de la réduction du nombre d'opérateurs servant la ligne, ce qui a son importance sur le site français où l'on produit en petites séries ». A contrario, il a fallu transmettre de nouvelles compétences au personnel afin de lui apprendre à préparer les postes de travail et être autonome, et de lui apporter de la polyvalence. Par ailleurs, des adaptations ont été apportées au process de soudage à la vague pour pouvoir traiter simultanément plusieurs produits, et sélectionner automatiquement les bons paramètres. On a également mis en place des seuils d'alerte sur le testeur en sortie de ligne de façon à arrêter la ligne lorsque les défauts atteignent l'un de ces seuils, et organiser le traitement immédiat de l'anomalie (QRQC). Il en résulte que les stocks que l'on trouvait autrefois à chaque étape, se limitent à l'entrée et à la fin de ligne. Le temps d'écoulement moyen des produits dans ce processus de soudure à la vague, qui était de 7 jours autrefois, est tombé à 2 jours aujourd'hui, sur les produits du flux lean. Le délai d'écoulement a donc été divisé par un facteur 3,5.
- Cadencement des productions et mise en place des flux tirés. Autrefois, chaque étape du processus de production était cadencée en respect du plan préparé par SAP, de sorte qu'il était possible de produire en flux poussés. Cette organisation a été remise en cause en mettant en avant le concept de client-fournisseur interne. Inutile, en effet de pousser les pièces dont on n'a pas besoin dans le processus en aval ! Le management visuel a été renforcé en rendant l'information de production disponible pour tout le monde : les opérateurs peuvent dès lors se l'approprier et être responsabilisés sur les tâches à réaliser. « Un tableau séquenceur a été mis en place, avec des fiches en forme de T, servant à planifier la production sur le goulet d'étranglement (en l'occurrence le poste de test et d'intégration) », indique Bruno Boutin : « les opérateurs ont ainsi la visualisation de ce qu'ils ont à faire dans l'heure qui suit, comme durant les prochains jours. Ils sont ainsi responsabilisés : s'ils venaient à accumuler un retard, ils le verraient immédiatement sur le tableau séquenceur. De la sorte, les aléas ne sont plus masqués : ils sont visibles par tous et tout le monde a l'opportunité de les résoudre ». Dès lors, des informations peuvent être remontées aux processus en amont : ils ne produiront que si l'îlot cadenceur les y autorise. Voilà comment les opérateurs, responsabilisés par la connaissance de leurs propres objectifs, ne produiront que les pièces correspondant à des commandes matérialisées par la fiche en T et non pour alimenter un stock. Mais… comme on a affaire à un kanban générique (à un bac correspondent plusieurs produits), les process ne sont pas spécifiques à un flux de production… D'où quelques difficultés lors de la mise en place.
- Le déploiement de la démarche lean sur l'ensemble de l'usine est en cours. L'usine de Saint-Pierre Montlimart sera parcourue par quatre flux de production, avec un nombre différent de clients dans chaque flux, selon la typologie des process qui y sont mis en oeuvre, et un takt time par flux. « Il y a lieu de trouver des unités d'oeuvre suffisamment homogènes pour gérer ces quatre flux, mais pour aller plus loin, nous avons besoin de retours d'expérience » note Bruno Boutin.
- La suppression des gaspillages…
Tel est enfin l'intérêt
de la démarche mise en oeuvre par Lacroix
Électronique. Cette démarche a mis
en évidence :
- Diminution du stock chez les clients grâce à la réduction des quantités minimales de commande,
- Tous les gaspillages de façon à les éliminer,
- La possibilité d'impliquer l'ensemble du personnel afin de le responsabiliser,
- La capacité de doper le niveau de performance
:
2007 |
2008 |
2009 |
Gain |
|
| Réduction des délais de fabrication | 40 jours | 16 jours | 9 jours | 44 % |
| Diminution des en-cours | 10 jours | 2 jours | 80 % | |
| Libération des surfaces | 211 m² | 82 m² | 61 % |
Jean-Claude Festinger
FAQ logistique est un média relayant les actualités des secteurs transport, logistique et supply-chain. Les communiqués de presse publiés sur FAQ Logistique ne sont pas rédigés par nos équipes mais directement par les sociétés qui souhaitent les diffuser sur notre site.
FAQ logistique ne peut donc en aucun cas être considéré comme responsable de leurs contenus. Pour toute question relative à un communiqué, nous vous invitons à vous rapprocher directement de la société concernée.
