Saunier Duval à Nantes : La démarche Lean en production de petites et moyennes séries

30/04/2010
Site industriel français de Vaillant Group, acteur majeur sur le marché européen du confort de la maison (chauffage, climatisation), l'usine Saunier Duval à Nantes a pour ambition de se différencier par l'excellence industrielle.
Cette excellence passe par le développement des énergies renouvelables, comme en témoignent les investissements réalisés dans les lignes de production de panneaux solaires thermiques et de pompes à chaleur. Elle passe également par un pôle de recherche et développement performant, et par une politique d'entreprise fondée sur la responsabilité globale et le développement durable. Avec l'objectif d'assurer la pérennité économique de l'entreprise, le site industriel de Nantes repense sa Supply Chain pour la rendre plus responsable tant d'un point de vue économique qu'environnemental, en application du principe "moins consommer, mieux consommer". Transport intermodal, optimisation des flux de livraison et d'expédition, chasse aux kilomètres inutiles… Tels sont les mots d'ordre pour les années à venir. C'est dans ce contexte que l'entreprise s'est engagée dans la démarche du Lean Manufacturing.
Vaillant Group, c'est aujourd'hui 13 000 personnes qui travaillent pour fournir des produits à plus de 80 pays. C'est aussi un chiffre d'affaires de 2,438 milliards d'euros en 2008, stable en 2009… et un groupe essentiellement européen avec seize sites de production dans sept pays d'Europe et en Chine, un siège social en Allemagne, neuf sites et 530 personnes pour la Recherche et le Développement. Vaillant Group possède huit marques qui apportent des réponses appropriées aux besoins de différents pays : AWB, Bulex, DemirDöküm, Glow-worm, Hermann, Protherm, Vaillant et… Saunier Duval qui dispose à Nantes d'un site industriel orienté vers les énergies renouvelables : deux lignes de production consacrées aux panneaux solaires et aux pompes à chaleur ont en effet été mises en service en 2009.
Le site industriel de Nantes, c'est encore :
- 365 000 chaudières murales et 59 000 chauffe-bains par an,
- 2 100 appareils produits en moyenne par jour,
- 11 hectares de superficie, dont 5 hectares de bâtis,
- 600 personnes travaillant sur le site, dont 95 personnes en R & D,
- Une production planifiée à J +2,
- Une gestion d'entreprise avec SAP,
- La triple certification QSE (ISO 9001 pour la qualité, ISO 14001 pour le respect de l'environnement et OHSAS 18001 pour la santé et la sécurité) depuis 2006.
Cent années au service du confort et de l'environnement
Fondée en 1907 par Charles Saunier et Maurice Duval, l'entreprise Saunier Duval se développe dans les années vingt dans le secteur des chauffe-eau chauffe-bains, avec la mise en place de produits aux noms évocateurs : Vesugaz, Stromboli, Ménagère, Junior. À l'issue de la Seconde Guerre Mondiale, Saunier Duval a bénéficié des effets de la reconstruction du pays et de l'arrivée du gaz naturel dans les foyers. L'entreprise fait alors tourner à plein régime les usines de Montreuil et de Vincennes, et multiplie les agences sur le territoire français. Les années soixante voient l'arrivée des premières chaudières murales mixtes sur le marché et l'ouverture de l'usine de Nantes. Parallèlement, Saunier Duval se développe à l'étranger et s'implante en Italie, en Grande-Bretagne, en Pologne, en Roumanie… avant de rejoindre en 2001 les rangs de Vaillant Group.
De son côté, la marque Vaillant doit beaucoup à son fondateur Johann Vaillant qui, en 1874, ouvre à Remscheid, en Allemagne, un atelier de chaudronnerie en cuivre et de fabrication de pompes. On lui doit le brevet du premier chauffe-bain à gaz à système fermé, le lancement des chauffe-eau Geyser Vaillant, la construction de l'usine actuelle de Remscheid et la renommée de la marque dans toute l'Allemagne.
Saunier Duval propose aujourd'hui une large gamme de chaudières murales au gaz. La marque offre également un ensemble de produits et de systèmes davantage tournés vers les économies d'énergie et les énergies renouvelables : chaudières à condensation, chauffe-eau solaires utilisant les ressources du solaire pour garantir un vrai confort en eau chaude, pompes à chaleur qui se servent des ressources du sol et de l'air pour chauffer ou rafraîchir les habitations, et climatisation.
Attention à ne pas confondre chauffe-eau solaire et panneau photovoltaïque ! Le chauffe-eau solaire permet de capter la chaleur véhiculée par les rayons du soleil. Il fonctionne avec un fluide caloporteur circulant entre un ballon et un "panneau solaire" (le capteur) exposé au rayonnement solaire. Le fluide qui circule dans le panneau chauffe au soleil et transmet sa chaleur à l'eau stockée dans le ballon. Lorsque l'eau a atteint sa température de consigne, la pompe s'arrête, le fluide ne circule plus. Un chauffe-eau solaire couvre jusqu'à 70 % des besoins en eau chaude de l'habitat. Chaque modèle est couplé à une énergie d'appoint qui prend le relais en cas de mauvais temps, afin de toujours garantir un appoint en eau chaude.
Quant à la pompe à chaleur, elle fonctionne suivant un cycle thermodynamique inverse de celui du fréon dans un réfrigérateur. Elle peut capter la chaleur de la croûte terrestre via un réseau de tubes enterré (pompe à chaleur géothermique MAGNA GEO), ou la chaleur de l'air grâce à un ventilateur et un échangeur d'air (pompe à chaleur aérothermique MAGNA AIR). L'énergie captée est ensuite valorisée à un niveau thermique plus élevé grâce à un système frigorifique à compression. Les pompes à chaleur Magna de Saunier Duval sont produites depuis novembre 2009 à Nantes.
La solution hybride (GENIA HYBRID) est quant à elle bâtie sur deux générateurs de chaleur : une chaudière à condensation et une pompe à chaleur aérothermique fonctionnent grâce à un boîtier "intelligent" qui définit le générateur le plus approprié pour assurer le confort souhaité (capacité à couvrir les besoins en chauffage) et garantir le coût de fonctionnement le plus économique.
Acteur majeur du chauffage, Saunier Duval se devait d'anticiper les futurs besoins en énergies renouvelables induits par le Grenelle de l'Environnement. C'est pourquoi l'entreprise a inauguré en septembre 2009, la ligne de production de capteurs solaires HelioPLAN dans son usine de Nantes. Une ligne qui monte en puissance progressivement. En l'occurrence un atelier robotisé de 2 500 m² ayant nécessité un investissement de 3,5 M€, d'une capacité de 165 000 panneaux par an (soit un panneau toutes les deux minutes à pleine cadence) bénéficiant de hautes performances (faibles pertesthermiques, une surface d'absorption de 2,35 m² figurant parmi les plus importantes du marché…). Cette ligne solaire est conçue pour élaborer trois types de verres (structurés, clairs, antireflet), ainsi que des panneaux verticaux, horizontaux et autovidangeables. La flexibilité est de mise : elle permet de fabriquer des panneaux solaires de taille plus petite suivant la demande du marché. Quatorze modèles y sont réalisés en commençant par l'assemblage de quatre profilés… Un fond est posé et enduit de colle… De la laine de roche servant d'isolant est positionnée… L'absorbeur (un serpentin de plusieurs mètres dans lequel circule le fluide caloporteur) est assemblé à l'aide d'un robot-laser… Une grande vitre est encollée, puis la colle polymérisée…
La ligne solaire a également été conçue pour que des personnes handicapées puissent y travailler. Un partenariat avec l'Agefiph pour intégrer du personnel à mobilité réduite sur certains postes, comme la presse du cadre ou la ligne d'emballage.
Dans le cadre de la politique de responsabilité globale menée par le site industriel de Nantes, la ligne solaire a été pensée dans un esprit de respect de l'environnement. Ainsi, l'eau qui sert à refroidir les soudures ou les brasages est réutilisée grâce à un groupe froid, ce qui permet d'économiser 33 m3 d'eau par jour. La majorité des déchets sont par ailleurs recyclés, que ce soit du bois, du métal ou du film étirable.
Enfin, l'usine a mis l'accent sur la qualité des produits fabriqués : tous les paramètres techniques sont enregistrés dans une base de données afin d'assurer la traçabilité des panneaux sur le terrain.
Le projet Agility de Lean Manufacturing : les petits trains approvisionnent les lignes d'assemblage
« Agility, c'est le nom du projet qui a été mené voici un peu plus de deux ans », indique Vincent Lemaître, chargé de projet Supply Chain et par ailleurs "Broker", c'est-à-dire interface entre le client et l'usine : « nous avions pour objectifs de standardiser et de simplifier les flux physiques et les flux d'information, d'approvisionner et d'évacuer les lignes d'assemblage en flux synchrone par trains, de confier le pilotage de la performance logistique interne à un "service flux" dédié, d'améliorer la sécurité et l'ergonomie du quotidien ».
La résolution de cette problématique multiple a conduit à optimiser les stocks, accroître l'efficacité de la main-d'oeuvre indirecte, supprimer les gaspillages (en japonais : les "mudas", comme on les appelle dans le système de production de Toyota, autrement dit en "lean manufacturing") en vue d'optimiser les flux internes.
Le mot "lean" signifie littéralement : maigre. Un processus lean est un processus débarrassé de toutes les opérations inutiles et des stocks en excès qui le rendent lourd et moins performant. Au travers du lean management, l'industriel cherche à supprimer tous les gaspillages, produire en flux tendus, gérer la qualité en favorisant l'amélioration continue, réduire les cycles de développement des produits.
Les
sept gaspillages fondamentaux (ou mudas)
sont :
1)
La surproduction : il ne s'agit
pas de continuer à produire alors
que l'ordre de fabrication est
soldé.
2) Les attentes : opérations
mal enchaînées, mal ordonnées,
temps de cycle non équilibrés
entre machines.
3) Les déplacements et les manutentions
inutiles en raison de machines mal implantées,
d'opérations mal ordonnées,
de mouvements de stocks.
4) Les opérations inutiles, par
exemple, aller au-delà des attentes
des clients)
5) Les stocks excessifs dus à
des ateliers encombrés, au temps
passé à rechercher les
pièces stockées.
6) Les gestes inutiles résultant
d'une mauvaise conception des
postes de travail.
7) Les défauts (rebuts, opérations
sans valeur ajoutée, retards).
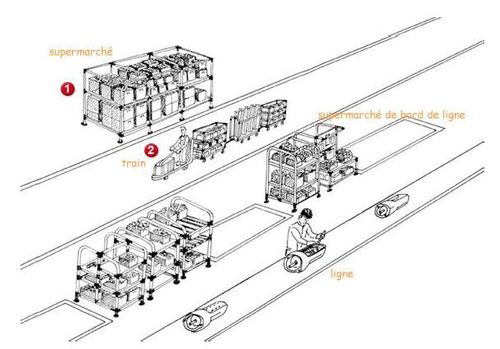
« La solution logistique alternative a pour nom : le train », poursuit Vincent Lemaître : « à l'instar du tramway nantais qui s'oppose au taxi, il s'agissait pour nous de transformer le mode de livraison classique d'antan, point à point, par un mode de livraison par tournées ». Quelle serait alors la mission du chauffeur de ce train ? « De garantir le bon fonctionnement de l'atelier… », répond Vincent Lemaître, «… en approvisionnant les pièces demandées, là où elles sont demandées, quand elles sont nécessaires ».
Le chauffeur de train effectue sa tournée au sein des ateliers, ramasse tout ce qui est vide, va chez le fournisseur, remplit les bacs vides, et poursuit sa tournée de livraison aux clients.
À cet égard, le train peut être vu comme un "métronome" qui transmet l'information relative à la consommation du client (rythme, nature) au travers de prélèvements réguliers et définis. Des horaires réguliers… Des batchs réguliers… Le train livre les pièces demandées au plus près du point de montage, voire au plus près de la main de l'opérateur : dans l'esprit du Toyota Production System, le transport est en effet un "muda", un gaspillage qui doit être minimisé car il n'apporte pas de valeur ajoutée au client final. En outre, le mouvement est considéré lui aussi comme un "muda" s'il ne contribue pas directement à l'ajout de valeur sur le produit fini : pour l'opérateur, le fait de tendre un bras pour prendre une pièce ou de faire un pas de côté est en effet un "muda".
Quant aux palletiers renfermant de gros emballages, ils sont remplacés par des supermarchés modulaires positionnés au plus près de la ligne, et l'alimentation de la ligne se fait par de petits trains à grande fréquence de livraison, de façon à éliminer les mudas de stock et de transport générés par la logistique traditionnelle.
« Finalement, dit Vincent Lemaître, le client se doit de pouvoir produire l'ensemble des références liées à son process, sans se soucier de l'approvisionnement en composants. Ce qui ne signifie pas pour autant que le bord de ligne soit en permanence plein ». Car, souvenez-vous ! Le stock est lui aussi un "muda" si l'usine conserve plus de matières et de composants qu'il n'en faut pour réaliser le travail demandé.
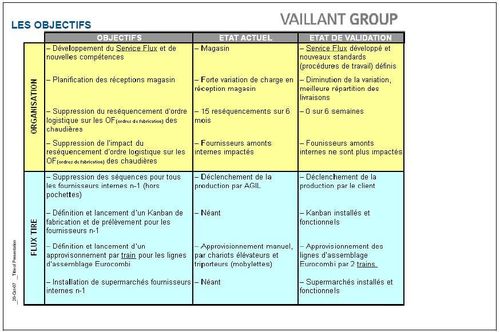
Pour la planification des réceptions, a été déployé un logiciel qui permet aux fournisseurs de réserver via Internet des créneaux de livraison. Le moindre problème logistique empêche la ligne d'assemblage de produire les chaudières demandées : celles-ci devront basculer sur un autre OF (ordre de fabrication), générant une perte de fabrication comprise entre une demi-heure et une heure. Il y a donc lieu de supprimer les reséquencements d'OF. D'autre part, la mise en oeuvre du flux tiré par la demande implique le déploiement du kanban pour un maximum de fournisseurs internes, le lancement d'un approvisionnement par train pour les lignes d'assemblage.
Des standards partout
« Tout ceci impose l'existence de standards », estime Vincent Lemaître : « le travail du train doit être répétable, et pour ce faire, il y a lieu de définir quatre standards : la gamme de travail (l'ordre dans lequel le chauffeur de train va effectuer sa tournée), le plan de chargement (pour charger plus vite, et pour décharger plus vite), l'itinéraire (optimisé et imposé au sein de l'usine de manière à éviter tout risque d'accident), des horaires ou plutôt un temps de tournée ». Concrètement, le fournisseur met ses composants à disposition du train dans le supermarché gros volume (palettes complètes de produits) du lean manufacturing : son rôle est de ranger un maximum de pièces (3 000 références) dans un minimum d'espace de façon à ce que le train fasse un minimum d'arrêts pour collecter les composants nécessaires à la production d'un ou de plusieurs produits. Le train collecte ces composants qu'il dépose dans un supermarché de proximité en bord de ligne.
Autrefois, le picking de chaque pièce stockée dans des racks nécessitait un arrêt. « Aujourd'hui, sur une aire identique, on dispose de 15 à 50 composants susceptibles d'être prélevés au cours du même arrêt ! », admet Vincent Lemaître : « en moyenne, le train effectue trois arrêts dans ce supermarché et n'y séjourne que 15 à 25 minutes, contre une heure autrefois ». Pour garantir la qualité des prélèvements, les pièces prélevées sont reconditionnées avant d'être livrées aux lignes d'assemblage.
Des produits en débord se trouvent dans un palettier voisin du supermarché grossiste : un cariste sur son chariot élévateur est chargé de réapprovisionner le supermarché en palettes retirées du stock de débord. « Pour ce réapprovisionnement, nous avons réalisé un développement informatique dans SAP qui, à partir de tous les ordres de fabrication calcule les besoins à venir sur 36 heures, "explose" les nomenclatures et donne le besoin de chaque référence », explique Vincent Lemaître.
Passage obligé du lean et de la réduction des mudas : les petits emballages en lieu et place des gros conteneurs d'antan. C'est un préalable à la mise en flux des stocks et des en-cours. Il est alors plus aisé de placer toutes les pièces en bord de ligne, donc de produire plusieurs modèles sur la même ligne, en séquence et par petits lots, dans un espace réduit. D'où réduction des encours, des stocks et des délais. Les petits emballages sont mis en flux sur des structures modulaires, les "flowracks" qui autorisent la personnalisation des bords de ligne de façon à en accroître la productivité, car la ligne est le lieu de création de la valeur ajoutée.
Le flowrack est le grand allié du lean manufacturing. C'est le standard de travail mis en oeuvre partout, dès l'atelier de pré-assemblage de pièces, avant d'être livrées à l'assemblage final. Il s'agit d'une structure tubulaire modulaire personnalisée et ergonomique qui remplace les anciennes structures de stockage de masse et autorise le micro-ordonnancement de la production. Tout y est paramétrable : longueur, largeur, largeur, architecture, équipements optionnels… Le matin, à la prise de poste, l'opérateur se rend sur la ligne renfermant le moins de stock pour produire en respect des bons de travail qui s'y trouvent déposés et de la contenance (ou du poids) des bacs dans lesquels ils seront disposés. La prise de décision est visuelle. Les lignes sont dimensionnées de façon à ce que l'allure y soit à peu près homogène. Le chauffeur de train, après contrôle de l'ordre de fabrication, embarque les bacs qui s'y trouvent et les emporte vers les lignes d'assemblage.
On retrouve ces flowracks partout sur les lignes d'assemblage des chaudières. Il a le super-avantage d'être d'une très grande flexibilité.
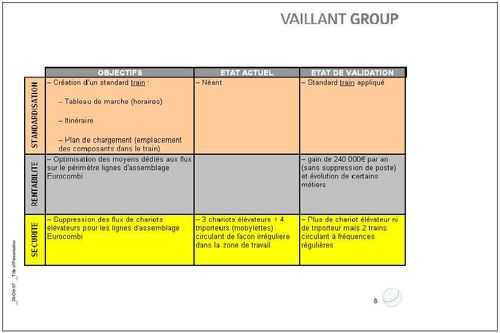
La rentabilité (240 000 €) a été atteinte au cours des deux années du projet de déploiement du Lean dans l'usine de Nantes, essentiellement grâce à l'optimisation de la main-d'oeuvre.
La démarche de progrès vers le Lean Manufacturing
La démarche de progrès a été menée avec le cabinet de conseil GéoLean, à partir de mi 2007, en trois étapes :
-
L'analyse
- La réalisation d'un MIFA (Material and Information Flaw Analysis), c'est-à-dire d'une cartographie du flux de la valeur ("ce que le client est disposé à payer pour obtenir la satisfaction de son besoin"), également connue sous le nom de Value Stream Mapping. Cette cartographie détaille et recense les différents processus de production. Elle sert à visualiser le flux de création de valeur dans le processus, à discriminer les tâches à valeur ajoutée de celles à non-valeur ajoutée, finalement à réduire les stocks et améliorer les temps de traversée (lead time). C'est le premier outil du Lean Manufacturing, qui permet d'ajouter les flux d'information aux cartographies classiques de déplacement des pièces, et ainsi de raisonner sur la constitution des stocks : toute activité est une succession de tâches, parmi lesquelles seule une partie génère de la valeur pour le client, les autres n'étant que des non-valeurs ajoutées, des gaspillages, autrement dit des "mudas". C'est une cartographie descriptive des flux dans le processus étudié, qui, dans l'idéal, couvre la Supply Chain entière : de l'approvisionnement des matières à la livraison au client consommateur. Elle couvre le flux physique, ainsi que le flux d'information et de pilotage du processus.
- La constitution d'une database, c'est-à-dire d'un tableau regroupant toutes les caractéristiques de tous les articles présents sur la ligne d'assemblage. Il est ainsi à Nantes une ligne sur laquelle 1 000 différents composants peuvent être approvisionnés à tout moment.
- La transformation et la création des supermarchés, des trains. L'essentiel de cette transformation s'est déroulé dans des "chantiers Hoshin" pour impliquer un maximum d'opérateurs. Chacun de ces chantiers correspond à un travail focalisé sur une zone et un thème définis, pendant un temps court (typiquement une semaine), correspondant à la mise en oeuvre de l'approche Kaizen d'amélioration continue à petits pas.
- La stabilisation du projet, l'obtention des résultats et la définition des objectifs futurs.
Les flux d'information
L'usine est parcourue par trois flux d'informations :
- Un flux séquencé (ou flux synchrone) : on n'amène à la ligne d'assemblage que ce dont elle aura besoin dans les minutes ou dans les heures à venir. Le fournisseur ne fabrique que la quantité nécessaire au client. Ce flux a été déployé grâce au développement en interne d'un logiciel de micro-ordonnancement interfacé à SAP. Chaque jour, les OF (ordres de fabrication) alimentent ce logiciel qui crée une interactivité entre tous les ateliers internes et le client (en l'occurrence la ligne d'assemblage). Chaque fournisseur de l'usine sait ce qu'il doit livrer au client. Simultanément, le client peut contrôler que chaque fournisseur va bien lui livrer les pièces requises. « Le chiffre parlant : c'est 4 heures de stock d'en-cours dans l'usine », commente Vincent Lemaître : « nous sommes donc en flux tendu, à la pièce près, de façon à minimiser le stock ».
- Le flux tiré, en l'occurrence un kanban de fabrication et un kanban de prélèvement. On n'amène à la ligne d'assemblage que ce qu'elle a déjà consommé, même si elle ne va pas le consommer dans la minute ou l'heure qui suit. Chaque référence a un nombre d'étiquettes kanban dédié : le chauffeur de train récupère chaque bac vide, se fie à l'étiquette qui s'y trouve apposée (en l'occurrence un kanban de prélèvement) pour ramener un bac plein prélevé dans le stock.
- La gestion des reliquats : lorsque les pièces manutentionnées sont lourdes (de 4 à 15 kg) et volumineuses (cas de blocs hydrauliques), on s'interdit de les faire porter par les opérateurs pour éviter le risque de troubles musculo-squelettiques. Concrètement, plutôt que de compter le nombre de pièces requises et de les amener sur la ligne d'assemblage, on choisit de livrer une palette de pièces et de ramener ensuite dans le stock la palette avec les pièces non consommées.
L'assemblage, essentiellement humain
Les composants constituant les différents produits de chauffage (chaudières à condensation, pompe à chaleur HYBRID…) sont pré-assemblés, puis livrés par trains en bord de lignes d'assemblage — on en dénombre une dizaine — des diverses familles de chaudières. C'est une externalisation du pré-assemblage qui a été adoptée pour ne pas trop charger les lignes d'assemblage, et conserver une bonne maîtrise de la polyvalence du personnel.
Le train qui emporte les composants pré-assemblés vers la ligne d'assemblage final, tire également un wagon dans lequel sont disposés les cartons afin de les évacuer vers le compacteur. D'autres wagons peuvent aussi être accrochés au train pour l'emport de pièces de plus gros volume. Au total, ce petit train est susceptible de tirer 6 wagons.
Sur la ligne d'assemblage final, chaque opérateur, muni de son chariot (adaptable selon les contraintes de chacun), circule le long d'une boucle en forme de U, bordée de flowpacks afin d'y prélever les pièces dont il a besoin pour assembler sa chaudière de A à Z… Avec l'aide éventuellement de préhenseurs. Il la contrôle, la dépose sur une palette, enfin filme la palette lorsqu'il y a déposé la dernière chaudière à produire : l'opérateur est donc impliqué dans la qualité de sa fabrication. Selon la demande du client, ce sont jusqu'à 6 ou 7 opérateurs qui peuvent ainsi circuler le long de cette boucle qui se veut flexible : sur une même boucle peuvent être assemblés plusieurs modèles d'une même famille de produits. Il faut environ une demi-heure pour fabriquer une chaudière à condensation (sans compter le temps de pré-assemblage des constituants de cette chaudière).
Les problèmes résolus
Quelles sont alors les problématiques rencontrées ? « La première correspond à ce que nous avons désigné par : " la condition du chauffeur de train" ». Vincent Lemaître développe ces propos : « nous avons certes retiré de l'autonomie aux opérateurs du fait de l'imposition de standards. Ils se plaignaient d'avoir l'impression (en fait subjective) de réaliser plus de manutentions. La mise en oeuvre de trains implique une gestion des wagons, c'est-à-dire des accrochages et des décrochages de wagons ».
« Il s'avérait que les opérateurs avaient énormément de pression quant à l'arrêt de ligne… », ajoute Vincent Lemaître, «… puisque sur certaines lignes, pour certains composants, on ne disposait plus que de 3 heures de stock, contre 2 semaines auparavant ! Aujourd'hui, cette problématique est acceptée dans le quotidien des opérateurs comme un point positif ».
Enfin, dernier problème rencontré, celui de l'éloignement du responsable hiérarchique qui se trouve dans son bureau : que faire alors en cas de problème sur la ligne d'assemblage ? « Aujourd'hui, la situation s'est améliorée. Les opérateurs savent où reporter en cas de difficulté ».
Au-delà des problèmes… Les points positifs correspondent à la gestion simplifiée des approvisionnements grâce au déploiement du kanban et du flux séquencé, avec plus d'ergonomie puisque les charges manutentionnées sont mieux maîtrisées (7 t par équipe contre 15 t auparavant).
Que penser du faible niveau de standardisation des produits des anciennes gammes : les chaudières traditionnelles. Il est 1 000 articles dans l'usine susceptibles d'être assemblées pour fabriquer ces chaudières. « La mise en place à 100 % des flux tirés s'est avérée difficile du fait du manque de surface de stockage et d'un risque pour la qualité » reconnaît Vincent Lemaître ajoutant qu'aujourd'hui, « la logistique intervient avec la R & D dès la conception des pièces et des assemblages, de façon à mieux appliquer les standards sur les nouvelles gammes ».
Les gains obtenus sont multiples :
- Réduction du nombre de chariots élévateurs
: 6 engins en moins dans le parc de chariots.
A contrario, le parc de tracteurs a augmenté
de 4 unités : leur coût d'achat
et de maintenance s'avère néanmoins
bien moindre.
- Accroissement de 50 % de l'efficacité
de la main-d'oeuvre indirecte sur les lignes
d'assemblage de la nouvelle gamme (les lignes
"full OPF").
- Réduction d'au moins 25 % (et jusqu'à
50 %) des stocks en bord de ligne.
- Diminution de 99 % du nombre de reséquencement
d'ordre logistique.
- Amélioration de l'ergonomie et
de la sécurité, grâce notamment
à la présence d'un ergonome
sur le site.
- Optimisation de la flexibilité, autorisant
la fabrication à la palette (voire moins,
quand il le faut).
- Spécialisation du service Flux, autorisant le déploiement des standards et des bonnes pratiques. La quasi-totalité des lignes d'assemblage (pompes à chaleur, panneau solaire) sont livrées en flux par un train. En fait, 98 % des pièces et composants sont livrées par le train, car certains composants très volumineux, très lourds restent tributaires d'un chariot de manutention.
L'étape suivante pourrait être de livrer sur des trains les palettes de produits finis issus des lignes d'assemblage vers l'expédition. Des tests ont été menés qui ont donné satisfaction. Il ne reste plus qu'à activer la démarche et à déployer le processus de départ.
Jean-Claude Festinger
FAQ logistique est un média relayant les actualités des secteurs transport, logistique et supply-chain. Les communiqués de presse publiés sur FAQ Logistique ne sont pas rédigés par nos équipes mais directement par les sociétés qui souhaitent les diffuser sur notre site.
FAQ logistique ne peut donc en aucun cas être considéré comme responsable de leurs contenus. Pour toute question relative à un communiqué, nous vous invitons à vous rapprocher directement de la société concernée.
